




吸(xī)塑包裝 能夠讓(ràng)産品自身的價(jià)格和形象得到(dào)提升,同時還有(you)塑造和傳播的(de)作用,對企業的(de)品牌形象和度(du)産生重大影響(xiǎng)。
以展示、美化産(chǎn)品爲目的,包裝(zhuang)的産品多爲小(xiǎo)商品,可以擺放(fàng)或懸挂在超市(shì)的貨架上,起到(dào)展示的直觀效(xiao)果。
以保護,分隔(ge)、防震、陪襯爲目(mu)的,起到容器的(de)保護功能。
采用(yong)真空吸附于模(mo)具表面,再冷卻(què)成型,吸塑産品(pǐn)廣泛用于電子(zi)、電器、食品、五金(jīn)工具、化妝品、玩(wan)具、日用品、、、汽車(chē)、文具、文體用品(pin)等行業。
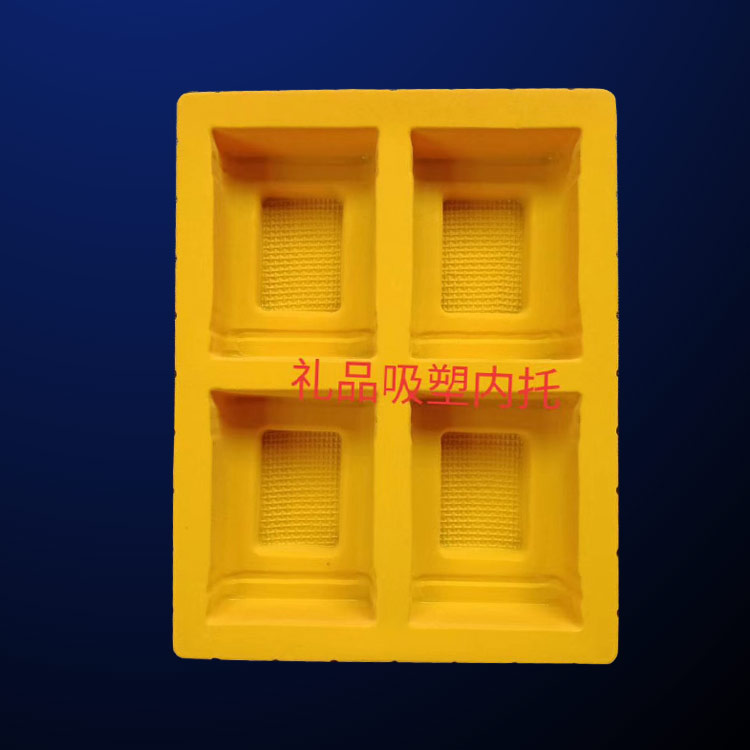
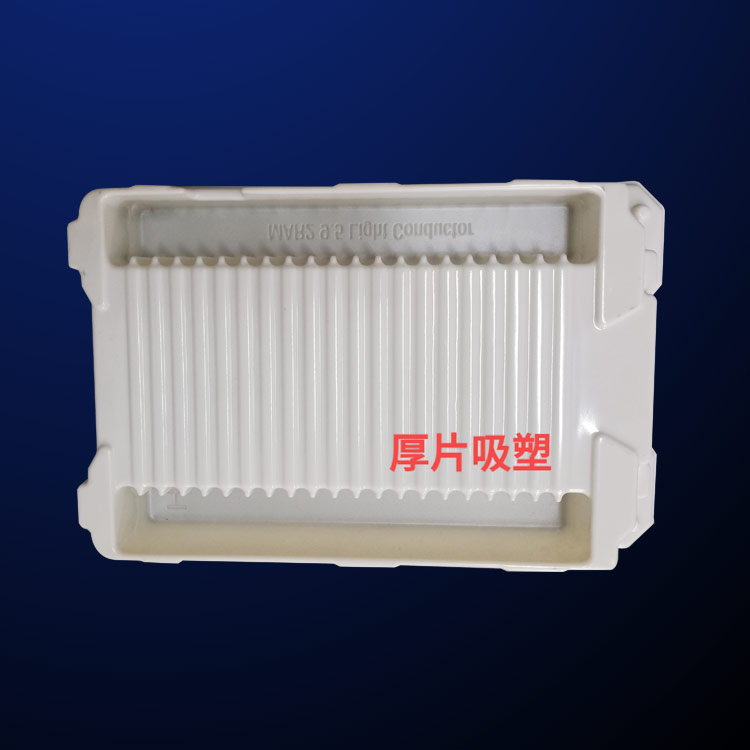
采用吸(xi)塑工藝生産出(chu)塑料制品,并用(yong)相應的設備對(dui)産品進行封裝(zhuang)的總稱。吸塑産(chan)品主要以的pvc、pet、pp、ps、gag、植(zhi)絨等各種塑膠(jiāo)材料,生産次及(ji)各種規格的電(dian)子類吸塑包裝(zhuāng)、文具類吸塑包(bao)裝、玩具類吸塑(sù)包裝、五金類吸(xī)塑包裝、食品類(lèi)吸塑包裝、日化(hua)禮品工藝品類(lei)吸塑包裝封裝(zhuāng)形成的包裝産(chǎn)品可分爲:插卡(kǎ)、吸卡、雙泡殼、半(ban)泡殼、對折泡殼(ke)、三折泡殼等。







吸塑包裝 是将(jiang)PVC、PS、PET等樹脂片在吸(xi)塑成形機中經(jīng)過加熱、真空成(chéng)形、冷卻等過程(cheng),使之按照模具(jù)的形狀成形,然(rán)後在沖床上用(yong)刀模沖壓成單(dan)個産品,再經過(guo)折邊、沖孔等工(gōng)藝制成的包裝(zhuāng)産品。這種包裝(zhuāng)産品具有材料(liào)便宜、工藝簡單(dan)、投入少、利潤可(kě)觀的特點,适合(hé)包裝小型日用(yòng)品、小電器、玩具(jù)等商品,不适合(hé)對緩沖性要求(qiu)高、産品較重的(de)産品進行包裝(zhuāng)。
1.起模(mo)
3.沖床
拉(la)片出來的一般(bān)爲多個産品(按(an)照模具排的數(shù)量),需要用刀模(mó)在沖床上沖成(cheng)單個産品,這種(zhong)工序叫沖床。
對于一些需(xu)将吸塑産品兩(liǎng)邊或多邊的邊(biān)角折過來以插(chā)上紙卡的産品(pin)來講,需加此工(gōng)序。此工序由折(she)邊機完成。
5.沖孔(kǒng)
如客戶有特殊(shu)要求,要在吸塑(sù)上穿孔時添加(jiā)此工序。
6.包裝
吸(xi)塑産品包裝一(yi)定要注意,根據(jù)客戶要求的嚴(yan)格程度、産品的(de)材料、形狀等确(què)定合适的包裝(zhuāng)方式。如客戶無(wú)特殊要求,可采(cǎi)用裝箱、裝膠袋(dai)的方式。對于白(bai)色或色彩較鮮(xian)豔的、摩擦易花(huā)或不能粘上灰(hui)塵、手印的産品(pin),常在生産時戴(dai)手套。
•
· ·