





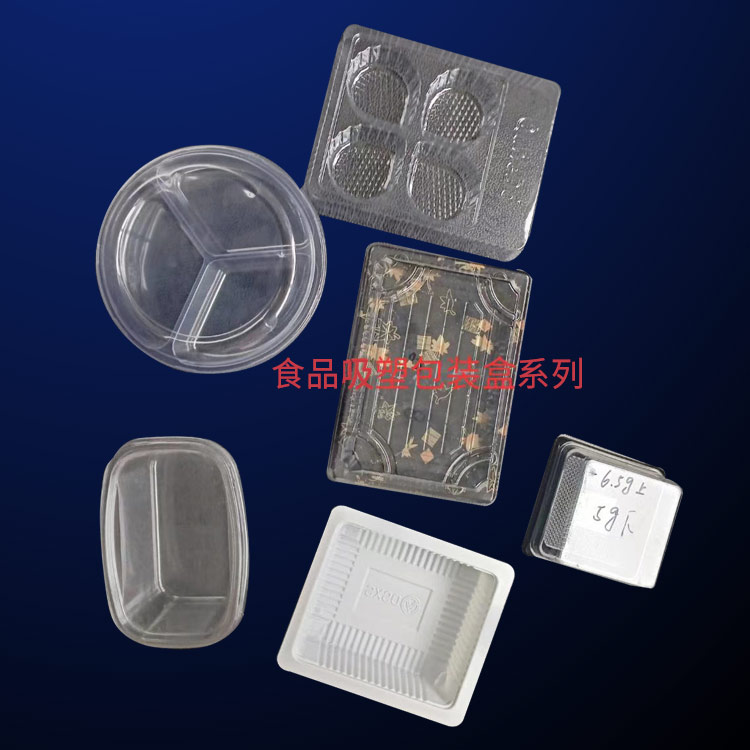
吸塑(sù)包裝 用的(de)片材叫硬(ying)片或膠片(pian),常用的有(yǒu):PET(聚對苯二(èr)甲酸乙二(èr)酯)硬片、PVC(聚(jù))硬片、硬片(pian)。PS硬片密度(du)低,韌性差(chà),燒,燃燒時(shi)會産生氣(qì)體(屬有害(hài)氣體),所以(yi)一般用來(lai)生産各種(zhǒng)工業用的(de)吸塑托盤(pán)。
首先,吸塑(su)分爲薄片(pian)吸塑和厚(hòu)片吸塑,一(yi)般材料厚(hòu)度在15絲—200絲(sī) (2mm),是薄片吸(xī)塑,材料厚(hou)度在200絲—1200絲(sī)(12mm)是厚片吸(xi)塑。吸塑包(bao)裝适用範(fan)圍廣,設備(bèi)和模具的(de)價格便宜(yi),設備操作(zuo)簡單。一般(ban)薄片吸塑(su)在包裝上(shàng),可以做各(ge)種産品的(de)包裝,在生(sheng)活中,我們(men)看到的牙(ya)刷殼、化妝(zhuang)品殼、五金(jīn)殼等各種(zhong)泡殼,均爲(wei)薄片吸塑(su)包裝,而厚(hòu)片吸塑在(zài)包裝上,體(ti)現的比較(jiào)少,厚片吸(xī)塑一般是(shi)做器械外(wài)殼、冰箱内(nèi)膽、電視機(jī)外殼、特種(zhong)車外殼、箱(xiāng)包、各種托(tuō)盤、棧闆等(deng)。






如何挖(wā)掘吸塑包(bao)裝 盒的潛(qian)在效果
吸(xi)塑盒是一(yī)種外觀型(xíng)的包裝,應(yīng)時間在變(biàn)我們的包(bāo)裝也有不(bu)段的進行(hang)改變和更(gèng)新,吸塑盒(he)産品也有(yǒu)很多潛在(zai)的包裝效(xiao)果待以發(fā)覺和使用(yong)。在市面上(shàng)很多物品(pin)都有流行(háng)化、包裝也(yě)是一樣的(de),即将到來(lái)的明年将(jiang)要使用的(de)包裝效果(guǒ)還有更新(xīn)階段會如(rú)何變化,此(cǐ)文分析今(jīn)後吸塑盒(he)産品可挖(wā)掘的部分(fen)部分有,面(mian)貌、形狀、使(shi)用更新這(zhè)三點還可(ke)繼續挖掘(jue)更新。
盒包(bao)裝的面貌(mào),包裝的類(lèi)型隻有出(chu)的時候就(jiù)會比較罕(hǎn)見,到了一(yi)定的使用(yong)階段後會(hui)出現與自(zì)己物品包(bao)裝相差不(bú)遠的類型(xíng)包裝産品(pǐn),這樣會将(jiāng)整個包裝(zhuāng)市場變成(chéng)非原創而(er)導緻包裝(zhuang)變成無意(yi)義的存在(zai),因此2013年的(de)新吸塑盒(hé)包裝展新(xīn)的面貌會(hui)是首要的(de)挖掘。
使用(yòng)更新,使用(yong)對于物品(pin)來說也是(shi)一大更變(biàn),很多物品(pin)商會借鑒(jian)老舊吸塑(su)盒産品的(de)優勢使用(yòng)在不同的(de)物品上,使(shi)用目的就(jiu)是增加獨(dú)有增加物(wù)品的立體(ti)感,包裝就(jiù)像是衣服(fú)一樣可以(yǐ)進行各樣(yang)式的搭配(pèi),常常會說(shuo)的包裝适(shi)合什麽樣(yang)的物品,大(da)多使用在(zai)什麽物品(pǐn)上,其實包(bāo)裝能進行(háng)各種的混(hùn)搭也可以(yi)做出創新(xin)效果。
•·
•
•
·