










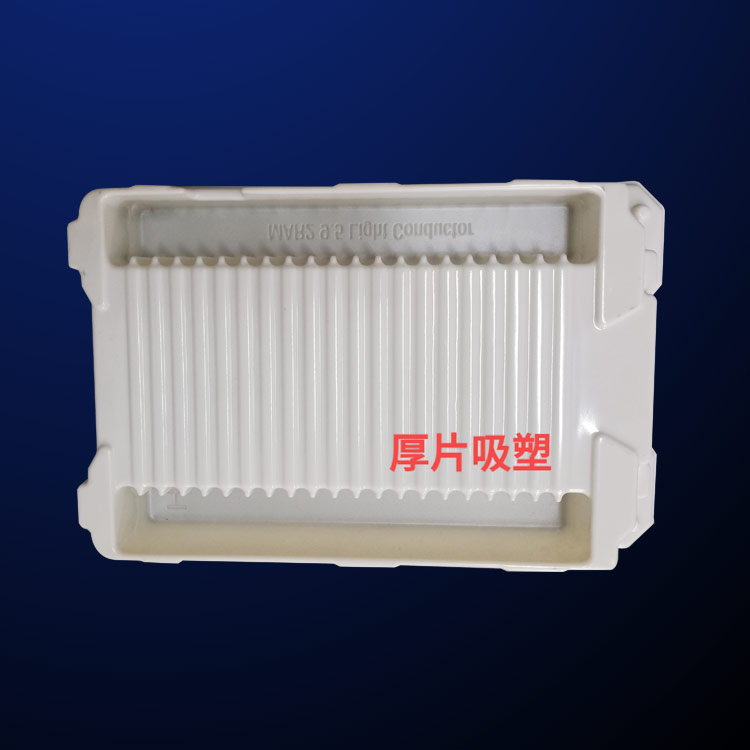
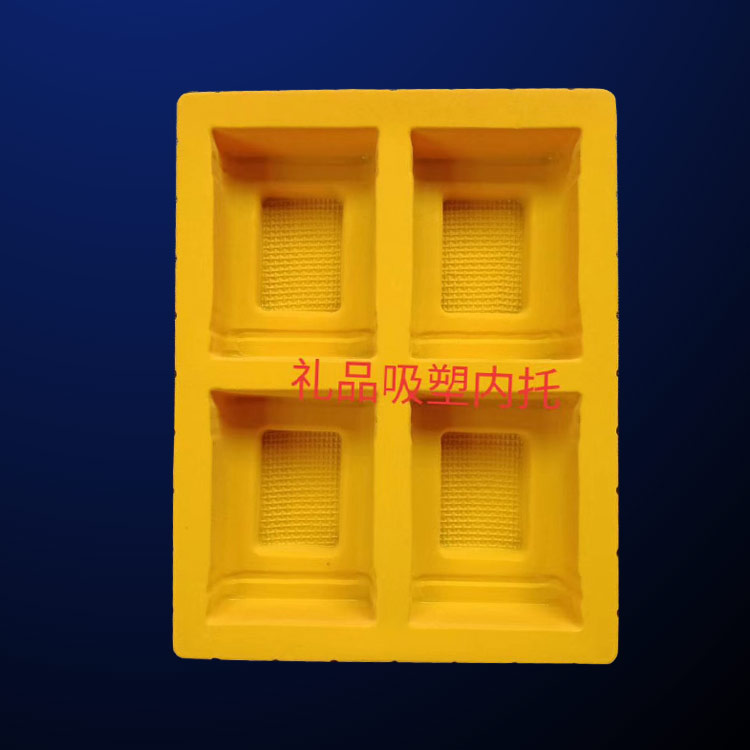
吸(xi)塑: 一種塑料加(jia)工工藝,主要原(yuán)理是将平展的(de)塑料硬片材加(jiā)熱變軟後,采用(yong)真空吸附于模(mo)具表面,冷卻後(hòu)成型,廣泛用于(yú)塑料包裝、燈飾(shi)、廣告、裝飾等行(hang)業。 吸塑包裝:采(cǎi)用吸塑工藝生(shēng)産出塑料制品(pin),并用相應的設(shè)備對産品進行(hang)封裝的總稱。
深(shēn)圳市森華興包(bāo)裝制品有限公(gōng)司二十年來專(zhuan)注于吸塑包裝(zhuang),吸塑托盤.......
吸塑(sù)包裝 制品包括(kuò):泡殼、托盤、吸塑(sù)盒,同義詞還有(you):真空罩、泡罩等(děng)。 吸塑包裝的主(zhǔ)要優點是,節省(shěng)原輔材料、重量(liàng)輕、運輸方便、密(mì)封性能好,符合(hé)環保綠色包裝(zhuāng)的要求;能包裝(zhuāng)任何異形産品(pin),裝箱無需另加(jia)緩沖材料;被包(bāo)裝産品透明可(kě)見,外形美觀,便(biàn)于銷售,并适合(hé)機械化、自動化(hua)包裝,便于現代(dài)化管理、節省人(rén)力、提 吸塑包裝(zhuāng)設備主要包括(kuò):吸塑成型機、沖(chong)床、封口機、高頻(pin)機、折邊機。 封裝(zhuāng)形成的包裝産(chǎn)品可分爲:插卡(ka)、吸卡、雙泡殼、半(bàn)泡殼、對折泡殼(ke)、三折泡殼等 注(zhù)塑 注塑,即熱塑(su)性塑料注塑成(chéng)型,這種方法即(ji)是将塑料材料(liào)熔融,然後将其(qí)注入膜腔。熔融(rong)的塑料一旦進(jin)入模具中,它就(jiù)受冷依模腔樣(yang)成型成一定形(xíng)狀。 所得的形狀(zhuàng)往往就是成品(pin),在安裝或作爲(wei)終成品使用之(zhi)前不再需要其(qi)他的加工。許多(duo)細部,諸如凸起(qi)部、肋、螺紋,都可(ke)以在模塑一步(bu)操作中成型出(chū)來。 模塑機有兩(liang)個基本部件:用(yong)于熔融和把塑(su)料送入模具的(de)裝置與合模裝(zhuang)置。
吸塑托盤我(wo)們首先用到的(de)就是模具,那麽(me)一開始的時候(hòu)我們用到的吸(xī)塑磨具都是什(shi)麽樣的呢?剛開(kāi)始有很多的廠(chǎng)家爲了節省成(cheng)本可能都會使(shǐ)用那個石膏模(mó)型吧,但是石膏(gāo)模具不及鋁合(hé)金模具也不及(jí)銅模耐用,吸塑(su)行業也以鋁合(he)金模和銅模應(ying)用比較多。
吸塑(su)包裝 材料
常用(yòng)的吸塑材料有(you)PVC(約占50%,密度爲1.36g/cm3)、PS(約(yuē)占30%,密度爲1.06g/ cm3)、PET(約占(zhan)10%,密度爲1.39g/ cm3)、PP(約占10%,密(mi)度爲0.92g/ cm3)。
其中PVC大的(de)厚度一般爲0.8mm,PS一(yi)般可達1.2mm,超過此(ci)厚度的膠片難(nán)拉,容易造成設(she)備的損傷。
材料(liao)的顔色一般根(gēn)據客戶的要求(qiú)來确定,一般需(xu)提供如PANTON色标、跟(gen)色稿、拆色标準(zhun)等,也可由客戶(hù)規定大緻的顔(yá)色,根據産品庫(kù)存提供給客戶(hù)顔色。如客戶無(wu)要求,一般可以(yi)使用無色透明(míng)、易生産的材料(liào)。
吸塑(su)模具可分爲下(xià)模、上模、刀模,以(yi)下分别進行介(jiè)紹。
有時僅(jin)靠真空吸力不(bu)足以使産品成(cheng)形,需要施加一(yī)定的外力,即可(kě)做上模。上模并(bing)不是所有産品(pin)都必需的,而是(shì)根據生産的需(xu)要而定。當試機(jī)時,吸塑成形不(bú)好需要上模時(shi),開機師傅根據(ju)形狀制作上模(mo)。上模的材料一(yi)般爲鐵或木,與(yu)産品接觸面需(xu)包上較軟的海(hǎi)綿或絨布。
3.刀模(mo)
一般的吸塑一(yī)模開多個,在成(cheng)形後,需要根據(jù)産品的尺寸和(he)形狀裁成成品(pǐn),而裁成成品的(de)工序即爲沖床(chuang),所用的模具即(ji)爲刀模。刀模根(gen)據材料和制作(zuo)工藝的不同可(ke)分爲三種:鐵刀(dāo)、木樣刀、激光刀(dāo)模。其中鐵刀較(jiao)厚,一般可做成(cheng)形狀較規則的(de)刀模,如矩形、橢(tuǒ)圓形等形狀,不(bú)适合做太過彎(wān)曲的形狀。刀模(mó)做成後,需要定(dìng)位的産品一般(bān)還要在刀模中(zhōng)固定一個成品(pǐn),在沖産品時方(fang)便定位。不需要(yao)定位的産品,如(rú)無邊的吸塑産(chǎn)品,一般用鐵刀(dāo)做刀模。
•·
•
•
·