




現在(zài)的吸塑包裝 的種(zhong)類很多,像一些吸(xi)塑盒,吸塑托盤等(děng)等,這些吸塑包裝(zhuāng)在生産的時候是(shì)有一定的生産因(yīn)素制約的,這些因(yin)素關系着吸塑包(bāo)裝是否生産的成(cheng)功及質量的問題(ti)。
1、吸塑模是很關鍵(jian)的。吸塑包裝發熱(rè)片一定要四周均(jun)勻,高低一至,不能(néng)有很多接頭,否則(zé)吸塑效果很差。
2、紙(zhǐ)張,首先紙張本身(shen)要符合吸塑要求(qiu),印刷前要做白紙(zhi)吸塑測試,OK後方可(ke)印刷,現在市場上(shang)吸塑效果比較好(hao)的有韓松的白第(di)白闆和白馬紙。
3、吸(xī)塑機得溫度和壓(ya)力時機的控制要(yào)掌握好,如果有膠(jiao)片被燒壞那說明(ming)溫度過高或熱壓(ya)時間過長。
4、吸塑油(yóu)的種類很多,有普(pu)通吸塑油,環保吸(xī)塑油,強力吸塑油(you)。不同油對應紙張(zhāng)類型不同,對應的(de)吸塑材料部同。
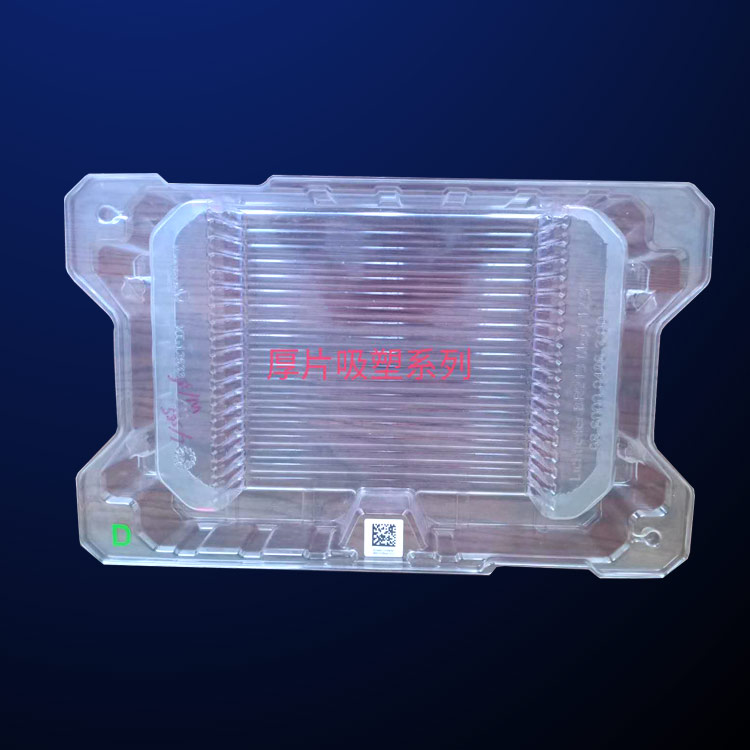
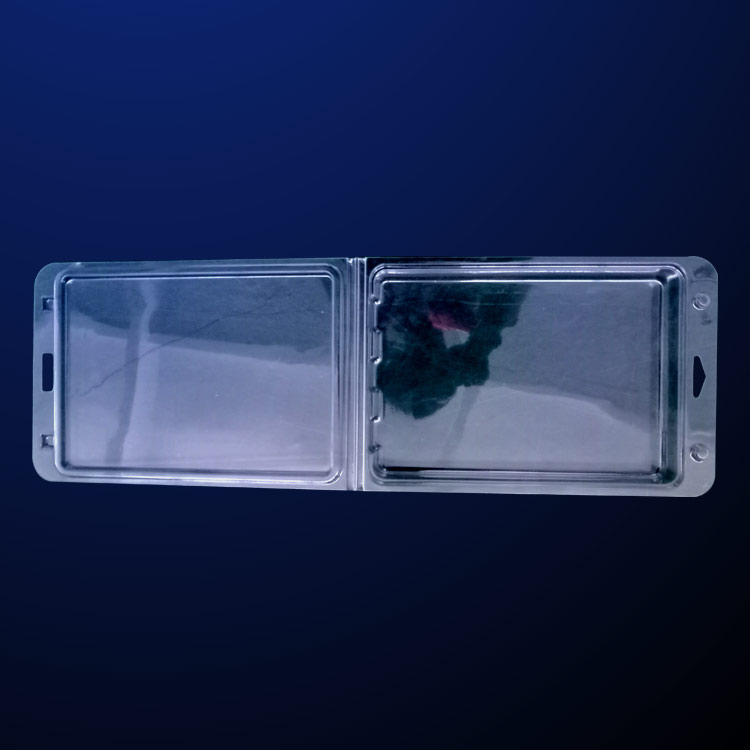
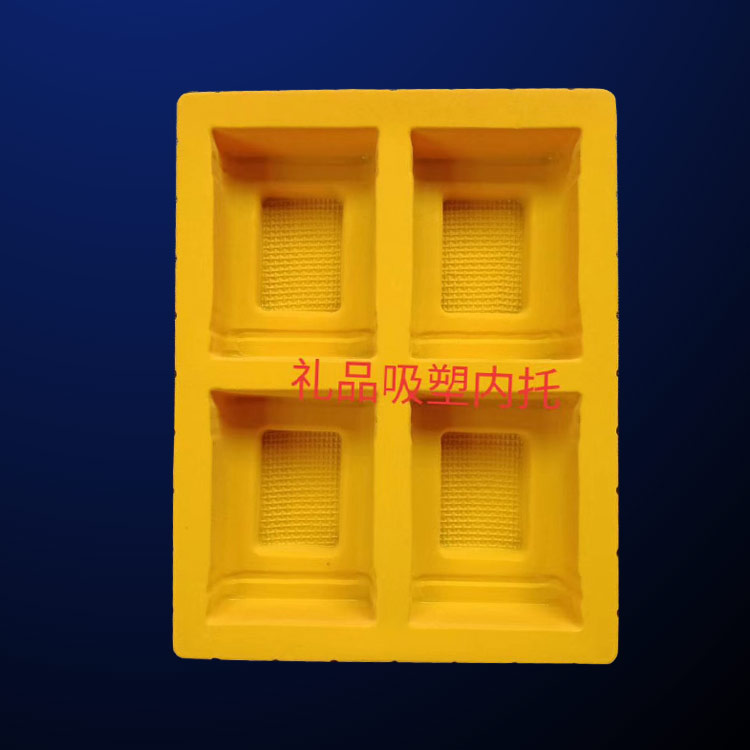
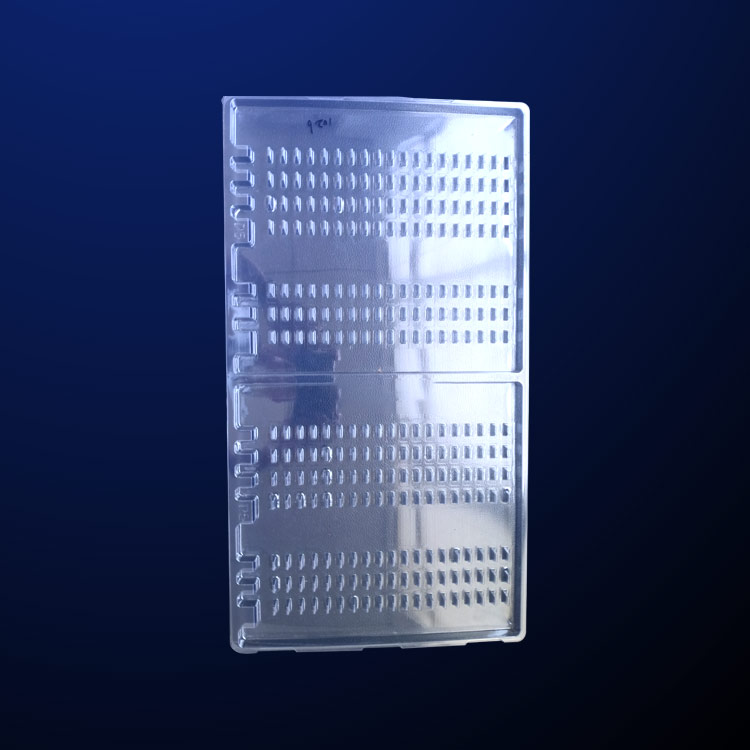
擺(bǎi)放或懸挂在超市(shì)的貨架上的小商(shang)品,包裝主要是以(yǐ)展示、保護、美化産(chǎn)品爲目的,包裝選(xuan)用的材料多爲透(tòu)明度較好的pet和pvc,包(bāo)裝産品主要包括(kuo):面罩、插卡泡殼、吸(xī)卡泡殼、熱封雙泡(pào)殼、對折雙泡殼和(hé)透明折盒;電子、it、工(gong)業零件和化妝品(pin)等商品,包裝主要(yao)是以保護、分隔、防(fáng)震、陪襯爲目的,包(bao)裝選用的材料多(duō)爲ps(彩色、抗靜電和(hé)植絨等),包裝産品(pin)主要包括:托盤、内(nèi)托、吸塑盒、植絨吸(xī)塑、抗靜電吸塑、導(dao)電吸塑托盤、周轉(zhuan)托盤等;近年來,有(you)些産品既想起到(dào)容器的保護功能(neng),又想起到産品直(zhi)觀的展示效果,随(sui)之産生出了新的(de)包裝類型:底面套(tao)和三明治包裝,其(qi)中底面套的“面”采(cai)用透明度較好的(de)pet 材料,“底”采用ps材料(liào)。




近年來,随着塑料(liao)包裝 業的發展壯(zhuang)大,吸塑機行業也(yě)漸漸嶄露頭角,不(bu)過在發展過程中(zhong),也遇到很多坎坷(kě),但在壓力下,很多(duō)企業反變之爲動(dong)力,在挑戰面前,不(bú)畏艱難,迎來發展(zhan)新機遇。
吸塑行業(yè)從20世紀40年代發展(zhǎn)開始已經成爲加(jiā)工包裝材料的重(zhong)要的方法之一,需(xū)求刺激發展,吸塑(sù)行業也是跟随這(zhè)市場的供求及價(jia)格的變化不斷的(de)發展起來,同時也(yě)受整體市場的影(ying)響吸塑包裝市場(chang)也發生了變化。
随(sui)着現在物價高漲(zhǎng)的形式,吸塑原材(cái)料價格也大幅度(dù)增長,是生産材料(liào)成本大幅度增加(jiā)。因吸塑行業接觸(chu)塑制品,生産加工(gong)過程中産生的氣(qi)體和粉末都對人(rén)的身體有害,緻使(shi)本來就很稀缺的(de)人力資源在吸塑(sù)行業就更少了,且(qiě)随着物價指數的(de)增長和國家強制(zhì)性提高工人工資(zī)和福利待遇,使吸(xi)塑行業的成本進(jìn)一步增加險阻。
吸(xi)塑産品分工有高(gāo)、中、低檔越來越明(míng)确,形成了有針對(dui)性的吸塑生産廠(chǎng)家,而且廠家數量(liàng)與日俱增,爲了加(jiā)大競争力度,企業(ye)又不得不投入大(dà)量的資金對産品(pin)做宣傳,這樣就更(gèng)加劇了産品的生(shēng)産成本。
綜合以上(shàng)信息吸塑行業雖(sui)然有很多問題存(cun)在,但是前景還是(shì)很好的,要想企業(ye)成功一定要分析(xi)好市場形式,把握(wo)好行業動态,跟上(shang)行業發展的步伐(fá),緊跟市場動态即(ji)使做好調整就不(bu)會被社會所淘汰(tài)。
吸塑的單價(jia)=産品材料成本+能(neng)耗+人工及運輸+利(lì)潤。
能耗:吸塑是通(tōng)過熱加工的,耗電(dian)能相對其他行業(ye)較大,大緻爲産品(pǐn)材料成本的8% 。
運輸:根據客(ke)戶離本廠距離而(er)定。
利潤:吸塑廠的(de)純利潤一般很低(di),12%-20%,根據付款期限而(er)定,30天結帳爲14%。
材料(liào)成本:産品材料成(chéng)本的計算比較複(fu)雜,計算之前首先(xian)搞清以下幾方面(mian)數據:
原料價格:根(gēn)據産品的用途,确(que)定采用何種材質(zhi)和等級的材料,尋(xún)該種材料供應商(shang) 膠片厚度:預诂該(gāi)産品須用多厚的(de)膠片制作,要根據(ju)成型各部位的厚(hou)度和形狀而定排(pái)版數量:根據産品(pin)外形尺寸和形狀(zhuàng),計算一版能排多(duō)少個模,排密了會(hui)降低産品質量,排(pái)稀了會增大材料(liao)損耗,使成本上升(sheng)
材料損耗率:主要(yao)因素爲産品形狀(zhuàng)、産品數量以及外(wài)形尺寸與吸塑機(jī)底盤适配程度,形(xing)狀越方正、産量越(yue)大,損耗率就越小(xiǎo)
吸塑包裝 的生産(chan)工藝
1:模具制作及(jí)加工:根據要求或(huo)樣品規格,首先制(zhi)作好吸塑模具,一(yī)般條件下,都是利(lì)用石膏制作吸塑(su)包裝模具,但也有(you)用木雕及金屬雕(diao)刻的産品作模具(ju),
2:模具處理幹燥完(wán)全後,将模具裝入(rù)真空室上層鐵闆(pan)上,然後根據模具(jù)大小,将塑料片載(zai)成适用規格尺寸(cùn),然後将此片材放(fang)入加熱木櫃内,使(shǐ)其完全固定好,再(zài)将木櫃連同塑料(liao)片材置恒溫爐上(shang)進行軟化處理。
3:将(jiāng)軟化處理好的塑(sù)料片連同木櫃,置(zhi)于真空室中,開動(dong)吸氣開關,将真空(kōng)室内空氣吸抽幹(gàn)淨,待塑料片冷卻(que)後,即得到與模具(ju)相同的凹型包裝(zhuāng)或工藝模具。
您好,歡迎(yíng)莅臨方立包裝,歡(huān)迎咨詢...
··