




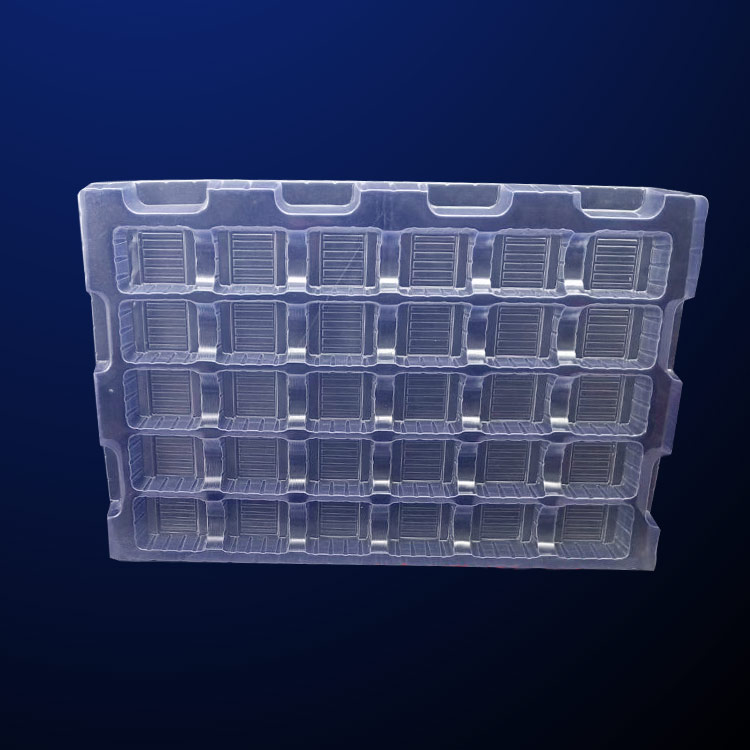
厚片吸塑 又(yòu)稱厚闆吸塑,是(shì)指使用材料厚(hòu)度超過2mm,不能在(zài)全自動工具上(shàng)吸塑成型,必須(xu)采用厚片吸塑(su)的半自動吸塑(sù)成型機進行加(jia)工和生産。
厚片(piàn)吸塑的産品主(zhǔ)要應用于:電器(qì)外殼、汽車車身(shen)護套、寵物盤、廣(guǎng)告燈箱、汽車内(nei)外飾、交通運輸(shū)、建材、包裝、、家用(yòng)電器、文教衛浴(yu)、體育用品、、食品(pin)設備、儀器外殼(ké)、燈飾、冰箱行業(yè)、空調行業及家(jia)電配件等人們(men)日常生活各個(ge)領域。PVC吸塑薄膜(mo)具有木紋性強(qiang)、耐水、耐酸、耐堿(jian)的特點,因爲不(bú)會褪色,施工時(shi)不需要塗漆,操(cao)作方便,縮短工(gōng)期,降低成本,尤(yóu)其是沒有污染(ran)油漆的氣味,有(yǒu)利于家具應用(yong),因此,PVC吸塑膜也(yě)得到了很好的(de)發展。





開機前需(xū)用吸塑包裝 油(yóu)稀釋劑将機器(qi)油泵、油槽等清(qing)洗一遍,保證機(ji)器設備不含其(qi)他油殘留物質(zhi),否則極易造成(cheng)不必要的化學(xue)反應,導緻吸塑(sù)包裝性能降低(di)。
油性吸塑包裝(zhuāng)油性能好于水(shui)性吸塑包裝油(yóu)。油性吸塑包裝(zhuāng)油中的溶劑溶(róng)解能力強,活性(xing)高,能将吸塑包(bao)裝油分子中的(de)氫鍵破壞,小分(fèn)子更容易滲透(tou),溶劑也極易揮(hui)發,因此幹燥速(su)度快,吸塑包裝(zhuāng)效果要好。
①如果 APET 加熱超(chāo)過結晶溫度及(jí)加熱時間過長(zhǎng),可能使 PET 轉化爲(wèi)晶體狀态并發(fa)白,會導緻封口(kǒu)質量在晶體狀(zhuang)态下顯著降低(di),吸塑包裝性不(bu)良;②必須控制好(hǎo)熱封溫度足以(yi)軟化吸塑包裝(zhuang)油層和 PET 吸塑包(bāo)裝,但又不會使(shǐ) PET 轉化爲晶體狀(zhuàng)态;③在實際生産(chǎn)中,若更改吸塑(su)包裝罩材料類(lei)型,如更改 PET 型号(hào)、PVC 改 PET 時,必須先進(jin)行測試評估;④結(jié)合
傳統吸塑包(bao)裝 過程,采取背(bei)面加熱方式,加(jia)熱版受熱,通過(guo)紙卡背面加熱(rè)傳遞熱量到吸(xi)塑包裝油表面(mian)及吸塑包裝罩(zhào),完成吸塑包裝(zhuang)成型過程,其吸(xī)塑包裝溫度相(xiàng)對恒定無法快(kuai)速調整;熱量傳(chuán)遞受紙張厚度(du)影響很大,越厚(hou)的紙張熱量越(yuè)難迅速傳遞到(dao)吸塑包裝罩上(shàng),因此一定要給(gěi)足夠吸塑包裝(zhuang)壓合時間讓熱(rè)量充分傳遞到(dào)吸塑包裝罩上(shàng)方可保證吸塑(sù)包裝效果。
加熱(rè)片式吸塑包裝(zhuang)機,在吸塑包裝(zhuāng)罩表面加熱傳(chuan)遞熱量到吸塑(sù)包裝油表面,完(wan)成吸塑包裝成(cheng)型過程,其吸塑(su)包裝溫度可快(kuài)速調整;由于加(jia)熱片直接與吸(xī)塑包裝罩接觸(chù),當溫度過高時(shi),吸塑包裝罩極(jí)易受熱變形且(qie)熱量較難傳遞(dì)到吸塑包裝油(you)表面(吸塑包裝(zhuang)罩越薄越易傳(chuán)遞熱,但越容易(yì)變形),要保證良(liang)好的吸塑包裝(zhuāng)效果,必須選擇(ze)合适厚度的吸(xi)塑包裝罩及調(diào)整好吸塑包裝(zhuāng)溫度、融合時間(jian)。
•·
•
•
·