




1、 模壓吸(xī)塑包裝 門闆采(cǎi)用密度壓縮闆(pǎn),航美包覆門闆(pan)基材升級爲實(shi)木基材或多層(ceng)基材。
2、 模壓吸塑(su)包裝門闆表層(céng)飾面隻有5面包(bāo)邊,航美包覆門(men)闆360°包覆,六面同(tóng)色覆膜,沒有縫(féng)隙。
3、 模壓吸塑包(bāo)裝門闆背面用(yong)紙,正反顔色不(bú)能做到一緻同(tóng)色。四周有縫隙(xì),容易翹邊。航美(měi)包覆門闆六面(miàn)全是同色的食(shí)品級樹脂材料(liao)。
4、 模壓吸塑包裝(zhuang)門闆采用的是(shi)水性膠,遇水遇(yu)潮會出現開膠(jiāo)、起層、鼓泡、開裂(lie)、變形等現象。實(shi)木包覆門闆采(cǎi)用的德國無醛(quan)防水膠處理,門(men)闆360°全包覆,密封(feng)性比較好,門闆(pan)與空氣和水隔(gé)絕。鄭州航美實(shí)木包覆門闆曆(li)經兩年研發,四(sì)年實踐,屢經春(chūn)、夏、秋冬、質量穩(wěn)定。實踐證明不(bú)開裂、不變形、不(bu)起層。
5、 模壓吸塑(sù)包裝門闆市場(chǎng)上已經是大衆(zhōng)化的産品,同質(zhi)化嚴重。利潤空(kong)間很低,已經成(cheng)了有量也沒有(you)利潤的産品。





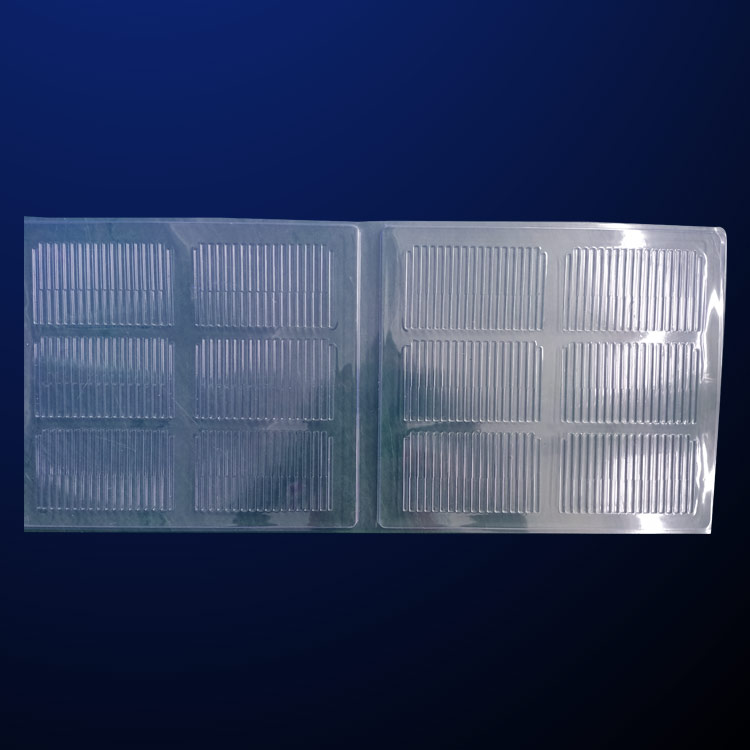
吸(xī)塑包裝 工藝過(guò)程包括:印刷塗(tu)布吸塑包裝油(yóu)的工藝過程和(hé)吸塑包裝熱封(feng)工藝過程(見圖(tu) 5),目前有三種方(fang)式實現塗布過(guo)程:離線過油機(ji)滿版過油、絲印(yìn)局部過油、膠印(yìn)連線過油。離線(xiàn)塗布和吸塑包(bao)裝工藝一般要(yao)求産品印刷完(wán)後放置至少 72 小(xiǎo)時,待大面積深(shen)色油墨區域完(wán)全幹燥後,方可(kě)過在表面過吸(xī)塑包裝油,再放(fàng)置至少 24 小時後(hòu)方可進行吸塑(su)包裝過程。目前(qian)的連線過油方(fang)式(一般采用水(shuǐ)性吸塑包裝油(yóu)),可以縮短時間(jiān),但是吸塑包裝(zhuang)效果不佳。過油(you)過程主要控制(zhi)的目标:過油量(liàng)大小合适(一般(ban)約 3-5g/m2,視材料表面(miàn)性能、吸塑包裝(zhuāng)油濃度不同而(ér)有所差别)、吸塑(su)包裝油充分滲(shèn)透。
塗布過程須(xū)控制好塗布量(liàng)大小,确保膜層(céng)表面的流平性(xing)、光澤度、滲透效(xiào)果、幹燥性等;吸(xī)塑包裝過程主(zhǔ)要控制好溫度(dù)、壓力、時間等條(tiao)件,确保吸塑包(bao)裝效果。
實際當中,由(you)于吸塑包裝溫(wen)度對吸塑包裝(zhuāng)效果影響比較(jiào)大,因此一般推(tuī)薦使用可以快(kuai)速調整溫度的(de)吸塑包裝包裝(zhuang)設備。
本文重點(diǎn)分析了彩盒包(bāo)裝産品吸塑包(bao)裝過程的吸塑(sù)包裝性不良的(de)質量問題,從材(cai)料、工藝方法、設(she)備等三方面定(ding)性分析了可能(néng)的影響因素,對(duì)于實際生産有(you)明顯的指導意(yì)義。實際工作中(zhōng),首先要清楚客(ke)戶對産品的要(yào)求,掌握良好的(de)問題分析和解(jiě)決的方法思路(lu),業務上對吸塑(sù)包裝工藝原理(li)、材料、設備、生産(chan)過程要盡量熟(shú)悉。在遇到質量(liang)問題時,要從原(yuán)理上分析,從原(yuán)材料上、工藝技(jì)術、設備控制上(shang)去測試驗證,及(ji)時找到原因和(hé)解決辦法,并确(que)保在日常工作(zuò)中嚴格按照生(sheng)産操作流程對(dui)每個環節進行(háng)持續監控。